Листогибочный гидравлический пресс с ЧПУ контроллером MetalTec TP10S HBM 160/3200C

Артикул: МК 431335
Усилие: 160 т
Рабочая длина: 3200 мм
Мощность двигателя: 11 кВт
Рабочая скорость: 8,5 м/мин
Вес: 8100 кг
Назначение
Гидравлический листогибочный пресс MetalTec HBM TP10S, предназначен для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно.
Применение
Применяется при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и мебель, а также многие другие:
- детали кузова машин;
- воздуховоды и системы вентиляции;
- элементы напольных покрытий, лестницы, двери и лифтовые кабины;
- корпуса электрошкафов и аналогичных устройств;
- кожуха и короба, для практически любого вида оборудования и машин;
- устройства и приборы бытового назначения;
- декоративные изделия;
- и т.д.
- 7-дюймовый цветной сенсорный TFT-экран и высокая контрастность;
- Простые и информативные диалоговые страницы программирования, большие клавиши, простота и легкость в эксплуатации;
- Более быстрая и надежная связь CAN между контроллером и приводами;
- Полное программирование для эффективного массового производства с несколькими изгибами и высокая точность повторяемости;
- Интерактивный дисплей и система оповещения об ошибках и авариях;
- Автоматический расчет угла и длины функций изгиба. Достаточно установить угол гиба, система автоматически рассчитает глубину опускания слайдера;
- Конфигурируемое перемещение заднего упора в процессе гибки;
- Удобное графическое управление инструментами контроллера;
- Высокая надежность и защита от ошибок оператора;
- Таблица конфигурации для настройки последовательности клапанов;
- Программное ограничение хода.
- Поддержка управления сервоприводами по 2 осям;
- Сенсорный экран с цветным дисплеем высокой четкости;
- Программирование угла, система автоматически рассчитывает глубину гиба;
- Возможность гибки радиусных деталей;
- Управление положением слайдера (верхней балки);
- Управление положением заднего упора;
- Установка времени удержания давления;
- Тип таблицы или тип меню - два интерфейса программирования для удобства;
- Доступно сохранение 16 программ, каждая программа 25 рабочих шагов;
- Поддержка USB-копирования; пользовательской программы и параметров пресс-формы;
- Внесение параметров гибочного инструмента.
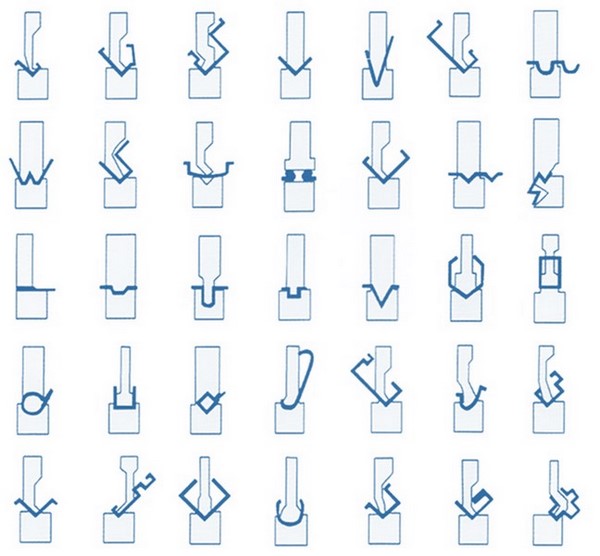
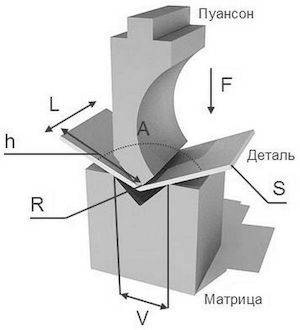
Схема обработки

Конструктивные особенности
    |
СИСТЕМА УПРАВЛЕНИЯ TP10S (2-ОСЕВОЙ С ЧПУ) Современная система управления с ЧПУ TP10S позволяет осуществлять контроль 2 осей листогибочных гидравлических прессов. При этом, поддержка работы с серводвигателем оси Х, позволяет корректировать и осуществлять точную настройку на необходимые размеры гиба. Дисплей имеет сенсорную панель для простоты и удобства управления, а также интуитивный функционал заимствованный у Европейских лидеров в сфере производства программного обеспечения для листогибочных гидравлических прессов. Простота, удобство и функциональность, главные преимущества, благодаря которым система управления с ЧПУ TP10S прочно занимает лидирующие позиции среди аналогов: Отличительные особенности: |
")
|
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США) Обеспечивает надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности. |

|
ГИДРАВЛИЧЕСКАЯ СИСТЕМА BOSCH-REXROTH (ГЕРМАНИЯ) Гидравлическая система от Bosch-Rexroth (Германия). Полная серво гидравлическая синхронизация. |
")
|
ЭЛЕКТРОКОМПОНЕНТЫ SCHNEIDER (ФРАНЦИЯ)
Промышленный изолированный электрошкаф, надежно защищает электрокомпоненты от воздействия внешней среды, пыли, влаги и т.д. Удобный и быстрый доступ. |

|
ГЛАВНЫЙ ДВИГАТЕЛЬ SIEMENS (ГЕРМАНИЯ)
Серия SIEMENS BEIDE - это высокоэффективный двигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB на дочернем предприятии Siemens Standard Motors Ltd. (SSML). |

|
ГИДРОЦИЛЛИНДРЫ Обеспечивают создание давящего усилие на РАМ пресса, который перемещается сверху вниз, осуществляет механическую деформацию подаваемого в зону обработки материала (процесс гибки). |

|
ВЫСОКОТОЧНЫЕ ЗАДНИЕ УПОРЫ (СЕРВОПРИВОДЫ)
Автоматическая регулировка балки задних упоров по оси Х – относительно оператора вперед/назад, осуществляется с помощью серводвигателя. Это обеспечивает наилучшую точность и скорость перемещения. Блок задних упоров с приводом ШВП - HIWIN (Тайвань), благодаря чему достигается высочайшая точность позиционирования. Для удобства, станки начиная от 63 тонны оснащены 3 упорами, а не 2-умя как на большинстве аналогичных моделей конкурентов. РУЧНАЯ РЕГУЛИРОВКА БАЛКИ ЗАДНИХ УПОРОВ ПО ВЫСОТЕ (ОСЬ R). Ручная регулировка балки задних упоров по оси R – относительно оператора вверх/вниз. |

|
СИНХРОНИЗАЦИЯ ГИДРОЦИЛЛИНДРОВ Синхронизация гидроцилиндров происходит посредством торсионного вала. Принудительная жесткая синхронизация. |

|
БЫСТРОСМЕННЫЙ ИНСТРУМЕНТ Станок оснащен быстросменной системой фиксации инструмента тип - PROMECAM. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов. |
  |
КОМПЕНСАЦИЯ ПРОГИБА (РУЧНАЯ)* * Станки с длиной гиба 3200 мм Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами. Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. На листогибочном гидравлическом прессе MetalTec, установлена ручная система компенсации прогиба, позволяющая предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине.
|
МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ


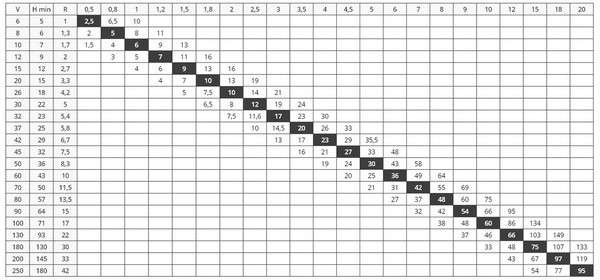
РАССЧЕТ УСИЛИЯ НА ДЛИНУ ГИБА ЗАГОТОВКИ - 1 МЕТР
|
F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гиба;
F = (1,42 x TS x S2 x L) / 1000 x V
|


- Два клеевых вала
- Плавная регулировка скорости
- Расширительный столик в комплекте

- Два клеевых вала
- Обрезка кромки от концевого выключателя и от педали для криволинейных заготовок

- Поворотная клеевая ванна
- Узел снятия свесов
- Вынесенная отдельно чистовая торцовка

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 290 кг

Общая мощность: 5,2 кВт
Вес: 500 кг

- Два клеевых вала
- Обрезка кромки от концевого выключателя и от педали для криволинейных заготовок

- Длина каретки: 3200 мм
- Общая мощность: 5,5 + 0,75 кВт
- Вес: 890 кг

Кол-во шпинделей, шт: 63
Мощность, кВт: 4,5
Вес, кг: 1100

- Кол-во шпинделей: 23 шт
- Мощность: 1,5 кВт
- Вес: 305 кг

Кол-во шпинделей, шт: 63
Мощность, кВт: 4,5
Вес, кг: 900

- Кол-во шпинделей: 23 шт
- Мощность: 1,5 кВт
- Вес: 310 кг

Кол-во шпинделей, шт: 88
Мощность, кВт: 10
Вес, кг: 1400

- Кол-во шпинделей: 29 шт
- Мощность: 1,5 кВт
- Вес: 344 кг

Общая мощность: 5,11 кВт
Вес: 660 кг

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 350 кг

Общая мощность, кВт: 5,75
Давление сжатого воздуха, Bar: 6,5

- Кол-во шпинделей: 35 шт
- Мощность: 2х1,5 кВт
- Вес: 450 кг

Общая мощность: 11 кВт
Вес: 900 кг

Мощность станка, кВт: 16
Скорость вращения шпинделя, об/мин: 2840

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 360 кг

Количество барабанов: 2 шт
Высота барабана: 200 мм
Диаметр барабана: 300 мм

Количество барабанов: 1 шт
Высота барабана: 200 мм
Диаметр барабана: 300 мм

Рабочее поле, мм: 840 х 300
Мощность двигателя, кВт: 2,2
Вес: 148 кг

Скорость рабочего хода: 0 – 10 м/мин
Скорость холостого хода: 0 – 17 м/мин

- Длина подвижного стола: 3200 мм
- Мощность: 6,6 кВт
- Вес: 850 кг

Длина подвижного стола, мм: 3200
Мощность, кВт: 6,6
Вес, кг: 750

- Длина подвижного стола: 3200 мм
- Мощность: 7 кВт
- Вес: 900 кг

- Длина подвижного стола: 3200 мм
- Мощность: 7,6 кВт
- Вес: 900 кг