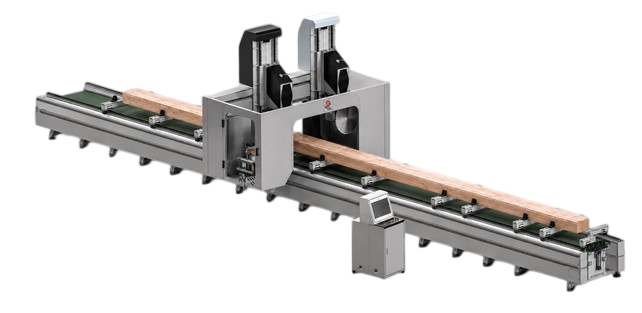
Пятиосевой обрабатыващий центр для деревянных балок DELTAMACHINERY ALFA 13M-5
Артикул: ALFA 13M-5
I. Справочные изображения оборудования



II. Особенности оборудования
1. Пяти осевой обрабатывающий центр ALFA-13M-5 конструктивно выполнен с подвижным порталом, двумя обрабатывающими агрегатами и неподвижным рабочим столом. Такая конфигурация соответствует концепции высокоскоростной обработки и обеспечивает максимальную рабочую скорость.
2. Станина и вся конструкция станка изготовлены из высоко жёстких стальных труб сварным способом, после чего проходят повторный отжиг для снятия внутренних напряжений. Это эффективно снижает деформации, вызванные напряжениями и внешними факторами, повышает точность обработки и продлевает срок службы оборудования.
3. Станок реализует концепцию двух пяти осевых узлов.
- Пяти осевой фрезерный узел отвечает за обработку всеми инструментами, кроме крупных пильных дисков, а совместно с инструментальным магазином обеспечивает автоматическую смену инструмента.
- Пяти осевой пильный узел оснащен специальным пильным двигателем и может приводить в действие пильный диск диаметром 800 мм для резки под различными углами.
4. В системе ЧПУ используется Тайваньская система с активированными специальными функциями RTCP и G68.2, что значительно повышает возможности станка. Наличие глобальной сервисной сети обеспечивает удобное послепродажное обслуживание.
5. Система передачи: применяются линейные направляющие тайваньского производства с двухрядными четырехколонными шариковыми каретками, отличающиеся высокой несущей способностью и пригодностью для тяжелого резания. Шарико-винтовые пары тайваньского производства обеспечивают стабильную работу и высокую точность.
6. Рабочий стол имеет комбинированную конструкцию. На нем размещены 10 подвижных зажимных балок для фиксации заготовок. Зажимные балки установлены на линейных направляющих и могут вручную регулироваться (на столе предусмотрена метрическая шкала, для удобного учета расстояния), после чего балки фиксируются пневмоцилиндрами.
Каждая зажимная балка оснащена электрическим роликом, который перемещается вверх и вниз под управлением пневмоцилиндра и помогает при загрузке и выгрузке деревянных балок. 7. Оборудование оснащено профессиональным европейским программным обеспечением, которое позволяет выполнять обработку после простой настройки и импорта модели.
8. Система кабелей и кабельных цепей выполнена с применением высококачественных гибких кабелей отечественного производства.
III. Технические характеристики оборудования
|
№ |
Раздел |
Показатель |
Alpha-13M-5A |
| 1 | Диапазон перемещений | Ход по оси X | 1100 мм |
| Диапазон перемещений | Ход по оси Y | 14000 мм | |
| Диапазон перемещений | Ход по оси Z | 400 мм | |
| Диапазон перемещений | Ход по оси A | ±110° | |
| Диапазон перемещений | Ход по оси C | ±365° | |
| Диапазон перемещений | Макс. высота заготовки | 200 мм | |
| 2 | Рабочий размер обработки балки | 200×450×13000 мм | |
| Габаритные размеры |
15000Д × 3200Ш × 3500В (уточняется по фактическим данным) |
||
| 3 | Точность | Точность позиционирования | ±0,1 мм/м, по всей длине ≤0,5 мм |
| Точность | Повторяемость позиционирования | ±0,05 мм | |
| 4 | Конструкция | Конструкция стола | Балки с пневмозажимами |
| Конструкция | Система привода | Прецизионные косозубые рейки для оси Y и линейные направляющие H35; шарико-винтовые пары для осей X/Z | |
| 5 | Скорость | Макс. скорость перемещения | 25000 мм/мин |
| Скорость | Макс. скорость обработки | 15000 мм/мин (зависит от фактических условий обработки) | |
| 6 | Шпиндель | Мощность фрезерного шпинделя | 18 кВт, автоматическая электрическая смена инструмента |
| Шпиндель | Скорость фрезерного шпинделя | 0-24000 об/мин | |
| Шпиндель | Интерфейс инструментального держателя шпинделя | HSK-F63 | |
| Шпиндель | Мощность пильного шпинделя | 18 кВт | |
| Шпиндель | Скорость пильного шпинделя | 3000 об/мин | |
| Шпиндель | Редуктор двойной поворотной головы | RV-редуктор Sumitomo, Япония | |
| 7 | Тип привода | Сервопривода Yaskawa с абсолютными энкодерами | |
| 8 | Источник питания | 380 В / 50 Гц | |
| 9 | Система управления | Syntec, система ЧПУ с поддержкой RTCP | |
| 10 | Общая мощность | ≤10 кВт | |
| 11 | Масса | <8 т |
IV. Основные компоненты
|
№ |
Наименование |
Модель |
Страна / происхождение |
| 1 | Система ЧПУ | 630SE-5 | Тайвань, Китай |
| 2 | Серводвигатель | Yaskawa-SGMXG | Япония |
| 3 | Линейная направляющая | CSK-35 | Тайвань, Китай |
| 4 | Шарико-винтовая пара | TBI-SFE3210 | Тайвань, Китай |
| 5 | Зубчатая рейка и шестерня | Прецизионная шлифованная косозубая рейка | Китай |
| 6 | Редуктор линейной оси | Precision Shimpo 3 Arcmin | Япония |
| 7 | Редуктор поворотной оси | Sumitomo RV Reducer | Япония |
| 8 | Мотор-шпиндель с автоматической сменой инструмента | 18 кВт / 15 Н·м | Haiyang Changchuan CC+ |
| 9 | Пильный двигатель | 18 кВт / 57 Н·м | Foshan Jintaihui |
| 10 | Частотный преобразователь | MS-300 | Delta, Тайвань, Китай |
| 11 | Низковольтная электроаппаратура | Schneider Electric | Франция |
| 12 | Кабели кабельных цепей | ECHU | Китай |
| 13 | Пневматические компоненты | AirTAC | Тайвань, Китай |
| 14 | Материал корпуса станка | Сварная конструкция из высоко жёсткой стальной трубы, отжиг и старение для снятия напряжений | Собственное производство |
| 15 | Инструментальный магазин | Револьверный инструментальный магазин на 8 позиций | Собственное производство |
V. Описание программного обеспечения
Для обработки деревянных балок и колонн оборудование оснащено профессиональным CAM-программным обеспечением из Германии. Программа NC Hopes может напрямую импортировать файлы в формате BTLX и имеет прямой интерфейс с SEMA.



VI. Принадлежности
1. Описание комбинированного рабочего стола


Рабочий стол выполнен многофункционален и имеет функции загрузки, автоматического позиционирования и транспортировки отходов. Из-за значительной длины и массы деревянных заготовок каждая зажимная балка оснащена моторизованным роликом, который перемещается вверх и вниз посредством пневмоцилиндра. Конвейерная лента обеспечивает удаление отходов обработки и значительно снижает трудоемкость.
При загрузке активируются передний упор и боковой упор. После загрузки заготовки зажимные балки можно вручную переместить вдоль стола в соответствии с требуемыми позициями обработки, а затем зафиксировать цилиндрами. После позиционирования начинается обработка. Часть пыли, образующейся в процессе обработки, транспортируется конвейером в сборную тележку, расположенную в задней части станка.
ЗАГРУЗКА И ВЫГРУЗКА
Стандартный вариант - РУЧНАЯ ЗАГРУЗКА И ВЫГРУЗКА

1 Задний пневматический упор
2 Зажимной цилиндр
3 Приводной ролик с пневматическим подъемом
Описание технологического процесса
Сначала активируйте задний пневматический позиционирующий упор на оборудовании: он поднимается под действием пневмо цилиндра. Затем запустите моторизованные ролики, установленные на неподвижной балке, чтобы они начали вращаться вперед и поднялись с помощью цилиндров (на этом этапе ролики должны быть выше неподвижной балки). Поместите деревянную заготовку на моторизованные ролики вручную или с помощью вилочного погрузчика. Ролики будут перемещать деревянную балку вперед до упора в позиционирующий стопор, после чего она остановится. Нажмите соответствующие кнопки, чтобы опустить ролики, оставив деревянную балку на верхней поверхности неподвижной балки. Затем задействуйте зажимные цилиндры, чтобы надежно зафиксировать деревянную балку. Запустите станок для выполнения обработки согласно заданной программе ЧПУ.
После обработки нажмите соответствующие кнопки, чтобы снова поднять ролики. Готовая балка медленно перемещается вперед за счет вращения роликов, затем снимается вручную или с помощью вилочного погрузчика. Цикл обработки одной деревянной балки завершен.
Опциональный вариант – Автоматическая подача:
Загрузочный и разгрузочный столы с передними и задними подающими роликами (для данного решения требуется увеличенная площадь размещения)

1 Загрузочный стол
2 Роликовый конвейер
3 Установленные ролики
4 Разгрузочный стол
Описание технологического процесса
Сначала загрузите заготовки деревянных балок в накопительный магазин. Размеры загрузочного стола: 14000 мм в длину и 2500 мм в ширину; он способен хранить 5 деревянных балок, каждая шириной 450 мм. Активируйте задний пневматический позиционирующий упор на станке, который поднимается под действием цилиндра. Нажмите кнопки включения моторизованных роликов и подъемных цилиндров на неподвижной балке, чтобы ролики начали вращаться вперед и поднялись вверх.
Затем активируйте толкатель на загрузочном столе, чтобы подать одну деревянную балку на роликовый конвейер. Толкатель установлен на крайнем внешнем конце Загрузочного стола; он перемещает заготовку на конвейер и после подачи блокирует оставшиеся заготовки, предотвращая скатывание лишних заготовок на роликовый конвейер.
Включите роликовый конвейер. Деревянная заготовка движется вперед и, достигнув моторизованных роликов на станке, продолжает перемещаться до упора в позиционирующий стопор.
Нажмите соответствующие кнопки, чтобы опустить все ролики и уложить деревянную заготовку на верхнюю поверхность неподвижной балки. Задействуйте зажимные цилиндры, чтобы надежно зафиксировать деталь, затем запустите станок для выполнения обработки по заданной программе ЧПУ.
После завершения обработки нажмите кнопку, чтобы снова поднять ролики. Готовая деталь медленно перемещается вперед за счет вращения роликов, затем снимается вручную или с помощью вилочного погрузчика. Полный цикл обработки одной деревянной детали завершен.
2. Пятиосевой редуктор HPX200

Благодаря многолетнему опыту в производстве пяти осевого оборудования мы разработали этот узел с шпинделем оснащенным авто сменой инструмента мощностью 18 кВт и интерфейсом инструментального держателя HSK-F63, что особенно хорошо подходит для применения различных крупногабаритных инструментов. Неортогональная конфигурация данного пяти осевого узла обеспечивает минимальную занимаемую площадь среди сопоставимых изделий, при этом сохраняет отличную жесткость и минимальные зоны взаимных помех, что делает узел особенно подходящим для обработки деревянных балок.
3. Пятиосевой пильный узел
Пятиосевой пильный узел выполнен с U-образным держателем и двумя встроенными гидравлическими зажимами / тормозами для управления жесткостью осей A и C. Шпиндель оснащен пильным двигателем мощностью 18 кВт, специально предназначенным для тяжелого пиления толстых материалов. Узел использует синхронное управление и обеспечивает высокий крутящий момент до 57 Н·м.
VII. Стандартный перечень инструмента
|
№ |
Наименование |
Модель / спецификация |
Кол-во |
Примечания |
| 1 | Пильный диск с твердосплавными напайками | D800×12 | 1 | |
| 2 | Фреза кукуруза | D80×200 | 1 | |
| 3 | Фреза кукуруза | D80×120 | 1 | |
| 4 | Дисковая фреза | D200×50 | 1 | |
| 5 | Угловая фреза 90° | 1 | ||
| 6 | Инструментальный держатель | HSK-F63 | 8 шт. |

- Два клеевых вала
- Плавная регулировка скорости
- Расширительный столик в комплекте

- Два клеевых вала
- Обрезка кромки от концевого выключателя и от педали для криволинейных заготовок

- Поворотная клеевая ванна
- Узел снятия свесов
- Вынесенная отдельно чистовая торцовка

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 290 кг

Общая мощность: 5,2 кВт
Вес: 500 кг

- Два клеевых вала
- Обрезка кромки от концевого выключателя и от педали для криволинейных заготовок

- Длина каретки: 3200 мм
- Общая мощность: 5,5 + 0,75 кВт
- Вес: 890 кг

Кол-во шпинделей, шт: 63
Мощность, кВт: 4,5
Вес, кг: 1100

- Кол-во шпинделей: 23 шт
- Мощность: 1,5 кВт
- Вес: 305 кг

Кол-во шпинделей, шт: 63
Мощность, кВт: 4,5
Вес, кг: 900

- Кол-во шпинделей: 23 шт
- Мощность: 1,5 кВт
- Вес: 310 кг

Кол-во шпинделей, шт: 88
Мощность, кВт: 10
Вес, кг: 1400

- Кол-во шпинделей: 29 шт
- Мощность: 1,5 кВт
- Вес: 344 кг

Общая мощность: 5,11 кВт
Вес: 660 кг

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 350 кг

Общая мощность, кВт: 5,75
Давление сжатого воздуха, Bar: 6,5

- Кол-во шпинделей: 35 шт
- Мощность: 2х1,5 кВт
- Вес: 450 кг

Общая мощность: 11 кВт
Вес: 900 кг

Мощность станка, кВт: 16
Скорость вращения шпинделя, об/мин: 2840

- Кол-во шпинделей: 21 шт
- Мощность: 1,5 кВт
- Вес: 360 кг

Количество барабанов: 2 шт
Высота барабана: 200 мм
Диаметр барабана: 300 мм

Количество барабанов: 1 шт
Высота барабана: 200 мм
Диаметр барабана: 300 мм

Рабочее поле, мм: 840 х 300
Мощность двигателя, кВт: 2,2
Вес: 148 кг

Скорость рабочего хода: 0 – 10 м/мин
Скорость холостого хода: 0 – 17 м/мин

- Длина подвижного стола: 3200 мм
- Мощность: 6,6 кВт
- Вес: 850 кг

Длина подвижного стола, мм: 3200
Мощность, кВт: 6,6
Вес, кг: 750

- Длина подвижного стола: 3200 мм
- Мощность: 7 кВт
- Вес: 900 кг

- Длина подвижного стола: 3200 мм
- Мощность: 7,6 кВт
- Вес: 900 кг